CYCLOIDAL DRIVE · TMC2209/5160 · FUSION 360
3D-printed robotic arm with cycloidal gearboxes and a tiered TMC2209 + TMC5160 stepper-driver architecture.
- REACH
- 50 cm · 6-DOF · <1 mm target
- TORQUE
- ~8.8 N·m at base (26:1, η≈0.85)
- DRIVES
- 3D-printed cycloidal · 26:1
- BRAINS
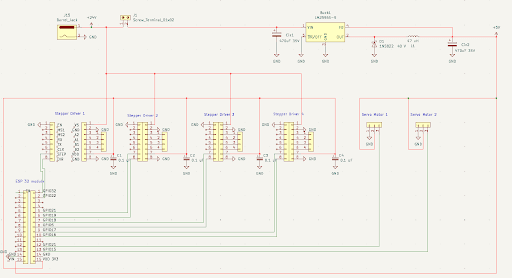
- ESP32 · TMC2209 UART + TMC5160 SPI
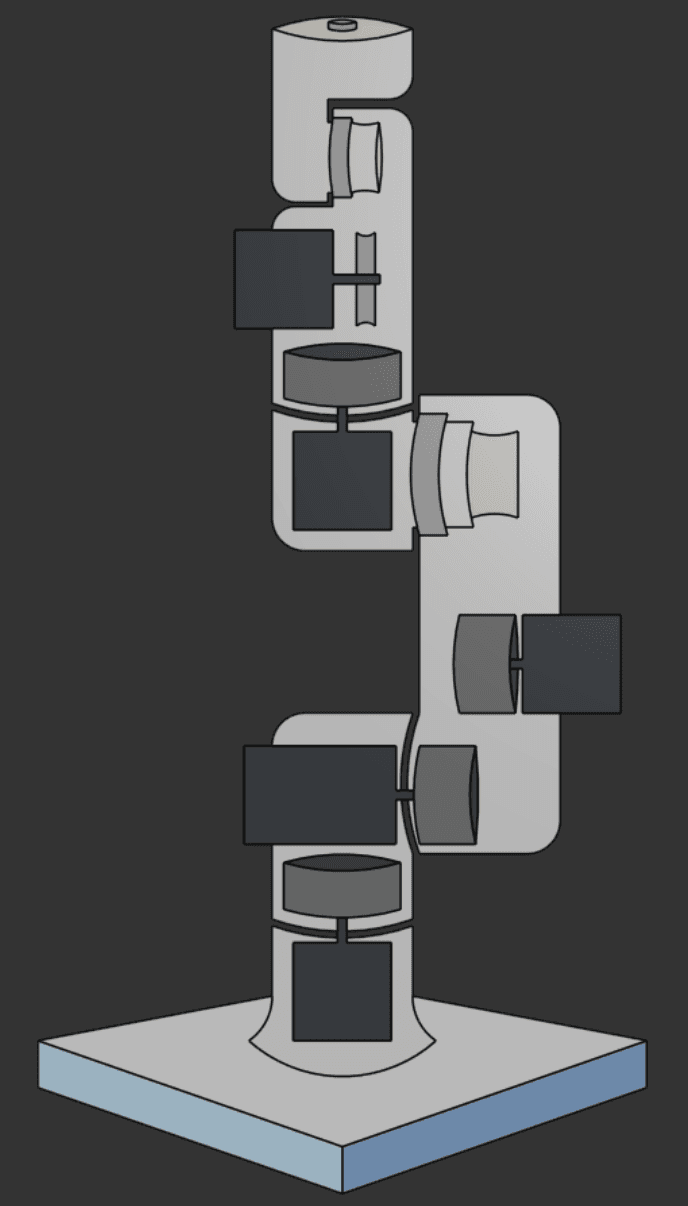
A fully scratch-built desktop robotic arm — 50 cm reach, 6 degrees of freedom, designed for <1 mm positional precision and 8 N·m of torque at the base. Every joint runs on a 3D-printed cycloidal gearbox designed and printed in-house. The control system uses an ESP32 driving a tiered stepper-driver architecture — TMC2209s over UART for the lighter wrist and elbow joints, TMC5160s over SPI for the high-torque base and shoulder. The firmware evolved across seven documented versions and includes a working diagnostic CLI, full DRV_STATUS fault decoding, and a fault-recovery routine.
The project pivoted mid-build: the first PCB concept was wired around planetary gearboxes. A video on a 26:1 cycloidal drive triggered a complete mechanical rethink — with no design files public, the drive had to be reverse-engineered from screenshots and motion principles.
A cycloidal drive is a speed reducer where a disk wobbles inside a ring of pins. The disk has one fewer lobe than the ring has pins; each full input rotation advances the disk exactly one lobe in reverse. That single-tooth difference is the entire 26:1 reduction.
| PARAMETER | VALUE |
|---|---|
| Ring pins (P) | 27 |
| Disk lobes (L) | 26 |
| Gear ratio L/(P−L) | 26 : 1 |
| Output torque (NEMA 17, η ≈ 0.85) | ~8.8 N·m |
| Disks, 180° phased | 2 |
| Eccentric shaft | 10 mm, two 180°-offset lobes |
The dual-disk design — two cycloidal disks phased 180° apart on the eccentric shaft — is what gives serious cycloidal drives their near-zero backlash. As one disk moves away from a pin, the other moves toward it: the output is continuously driven from both sides, with no floating moment where the drive can rattle.

Why cycloidal? Harmonic drives win on every spec but need a spring-steel flex spline no FDM printer can make. Planetary carries 3–30 arc-min of backlash — too much for sub-mm work. Spur trains need 3–4 stages to reach 26:1 and cumulative backlash kills repeatability. Cycloidal is the only drive that hits the cost-vs-backlash sweet spot for a sub-mm hobbyist arm: $5–20 per drive, 0–3 arc-min with steel pins and roller bearings.
“We 3D-printed a cycloidal drive” sounds straightforward. In reality, printed drives have five well-documented failure modes — and the difference between a working drive and a one-week-then-fails drive is doing the upgrades before finding out which mode kills yours:
| # | FAILURE MODE | MITIGATION |
|---|---|---|
| 1 | Eccentric bearing-seat thermal softening (the #1 killer — seat spins at input speed, plastic passes Tg, bearing migrates) | High-Tg material: nylon / PA-CF (Tg ≈ 160 °C), not PLA (~55 °C) |
| 2 | Pin shear at layer lines under cyclic load | Never print pins — 304 stainless shoulder bolts (30–35 mm) |
| 3 | Disk delamination at the thinnest lobe section | Print disks flat, 4+ perimeters, concentric top/bottom layers |
| 4 | Fatigue wall ≈ 100,000 cycles (thermoplastics have no endurance limit) | Plan duty cycle — ~7 h continuous at 10 cycles/min |
| 5 | Viscoelastic heating — internal flexing heat, fails while cool to the touch | Material choice + duty-cycle headroom |
Tolerance reality: cycloidal drives want ±0.05 mm; consumer FDM realistically holds ±0.1–0.2 mm. The build uses the community-converged compensations — 0.3 mm lobe–pin design clearance, +0.05–0.07 mm hole horizontal expansion in the slicer, and bearing seats undersized ~0.1 mm for interference fit.
Most first builds pick one stepper driver and use it everywhere. Neither all-TMC2209 nor all-TMC5160 is right for a 6-DOF arm:
| JOINT ROLE | LOAD PROFILE | DRIVER | WHY |
|---|---|---|---|
| Wrist · elbow | Light — carries only gripper payload | TMC2209 (UART) | NEMA 17 at 24 V is sufficient; UART addressing lets 4 drivers share a 3-wire bus through rotating joints |
| Base · shoulder | Heavy — full inertial moment of every link above | TMC5160 (SPI) | 60 V ceiling, 20 A external-FET capability, integrated motion controller |
The TMC5160’s defining feature is its integrated motion controller: the MCU writes XTARGET once over SPI and the driver generates all 51,200 step pulses internally — ramping, cruising, decelerating — with zero MCU involvement. Wrist axes are limited by how fast the ESP32 can pulse STEP (hardware-timed via the RMT peripheral); base axes are limited only by SPI bandwidth. The two driver layers run in parallel without contending for the same MCU resources — that’s what lets one ESP32 run six axes without the per-axis ISR contention that kills naive multi-axis builds.
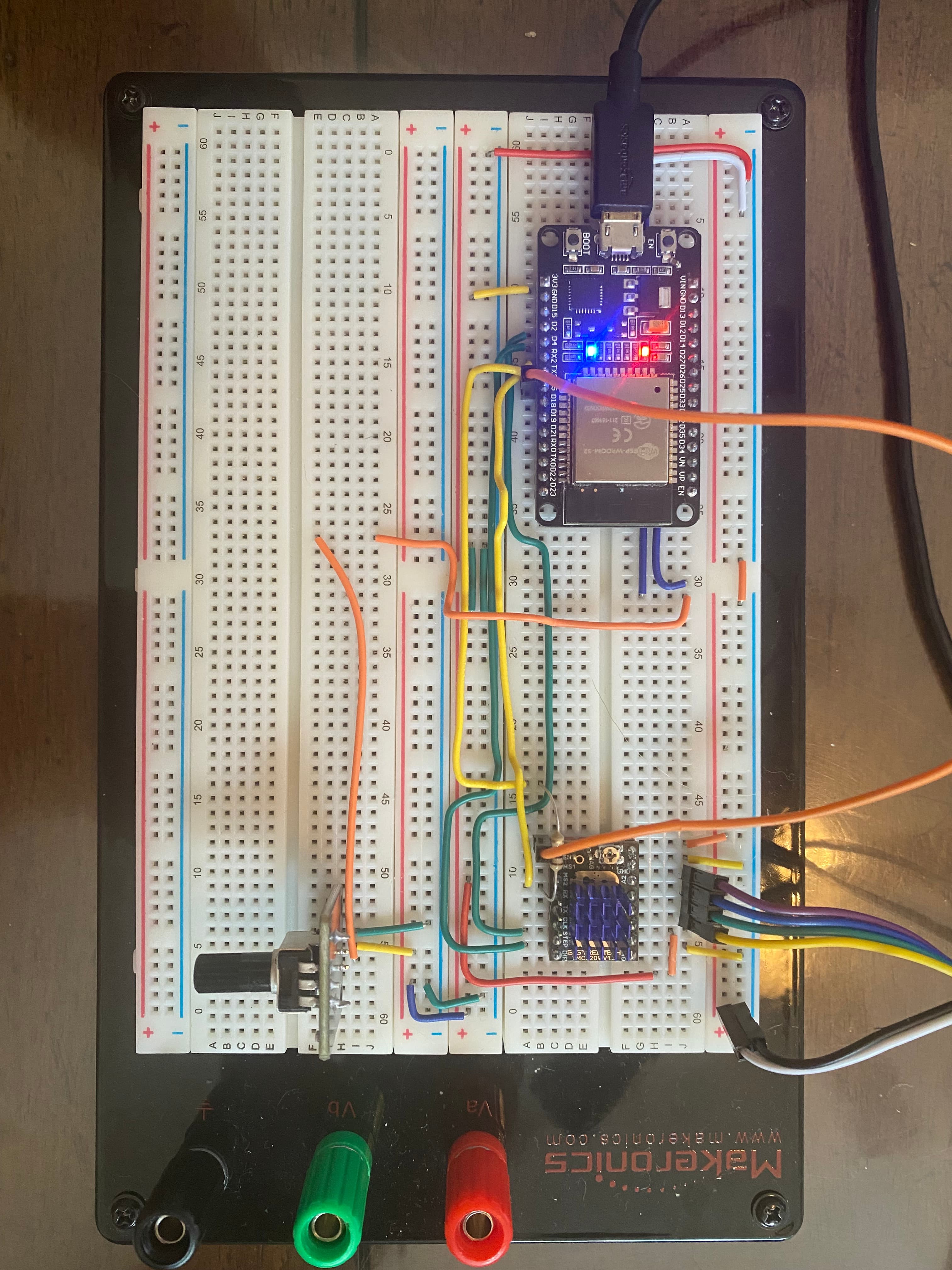
StallGuard replaces endstops entirely: both drivers infer mechanical load from back-EMF, so homing means driving each joint into its hard stop and watching the DIAG pin — no microswitches, no extra wiring through six rotating joints. The trade is careful SGTHRS tuning: calibrated unloaded, it false-triggers under payload, so it’s tuned at maximum expected payload with headroom.
Seven documented firmware versions trace an arc from first UART contact to a multi-file PlatformIO architecture. V1.0 already shipped with a serious diagnostic CLI — diag · status · reconfig · step · current · gconf? · faults — plus a 15-attempt write-and-verify retry loop for stubborn UART registers.
Built and working: cycloidal drive V1 printed and assembled · ESP32 + TMC2209 firmware through V1.3 with CLI, fault detection and recovery · PlatformIO multi-file refactor · first-pass KiCad PCB.
Open: multi-motor UART addressing · TMC5160 SPI integration for base/shoulder · Bluetooth command protocol · drive efficiency and backlash measurements · PCB redesign with proper buck sizing · ROS/AI integration hooks.