NdFeB/TPU · LDR ARRAY · CLOSED LOOP
Research system for producing magnetic composite filament — closed-loop diameter control with an LDR sensor array, thermal validation, drafted IEEE paper.
- LAB
- RIDE @ UTD · Prof. Yonas Tadesse
- STAGE
- ~95% integrated · paper drafted
- SENSING
- 5× LDR + 1 W line laser
- CONTROL
- ESP32 · TMC2209 · 5-level state machine
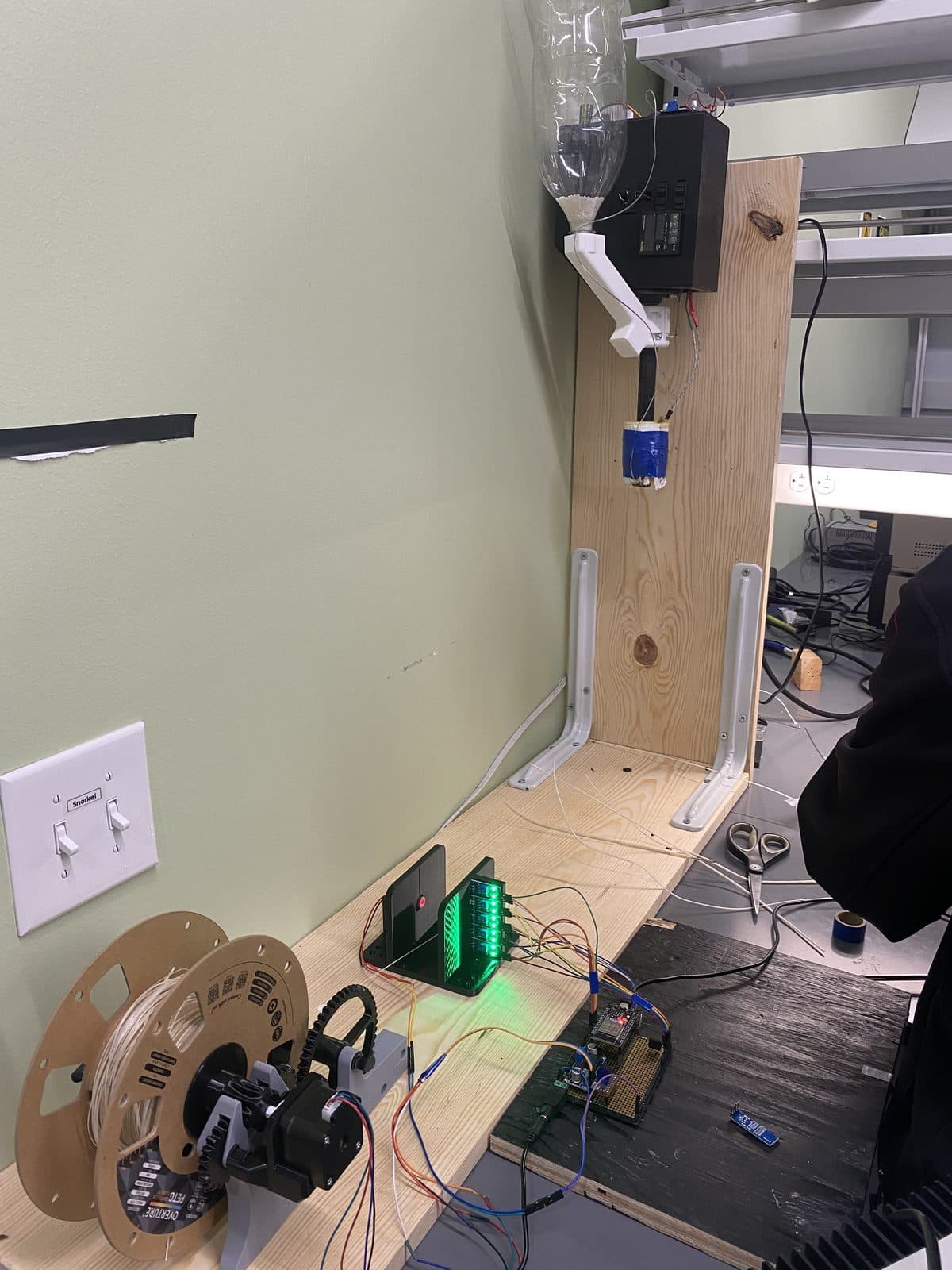
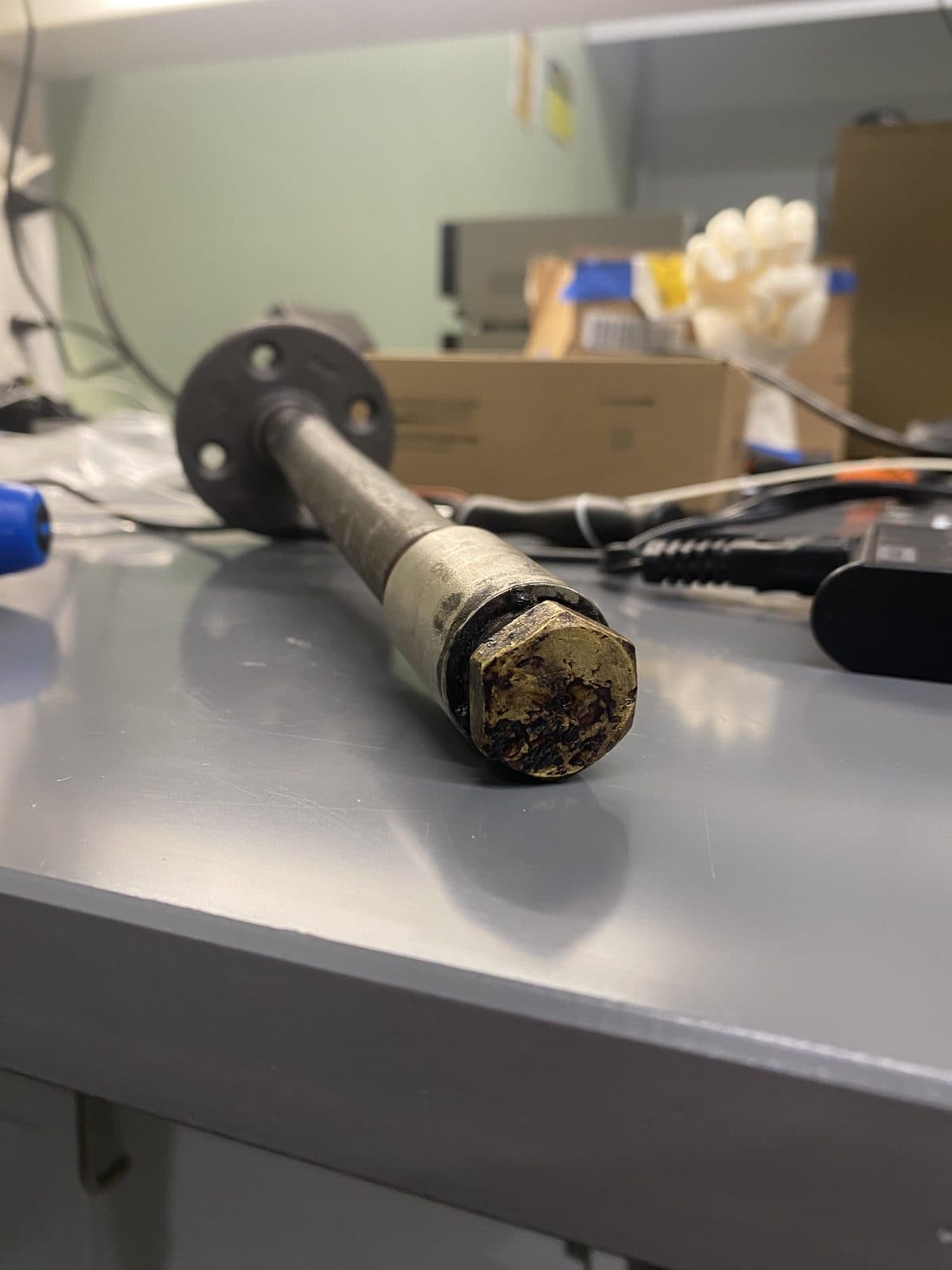
Research labs that need 3D-printed materials are stuck buying commercial filament — which fixes the formulation. The RIDE Lab needs custom filaments for soft-robotics work: magnetic particles, conductive fillers, polymer matrices tuned for embedded actuation. The starting hardware was a partially-functional FilaStruder with a bent extrusion rod, exposed wiring, an unstable horizontal enclosure requiring destructive disassembly — and no winding or sensing, so hot filament piled up on the floor and fused into tangles within minutes of unattended operation.
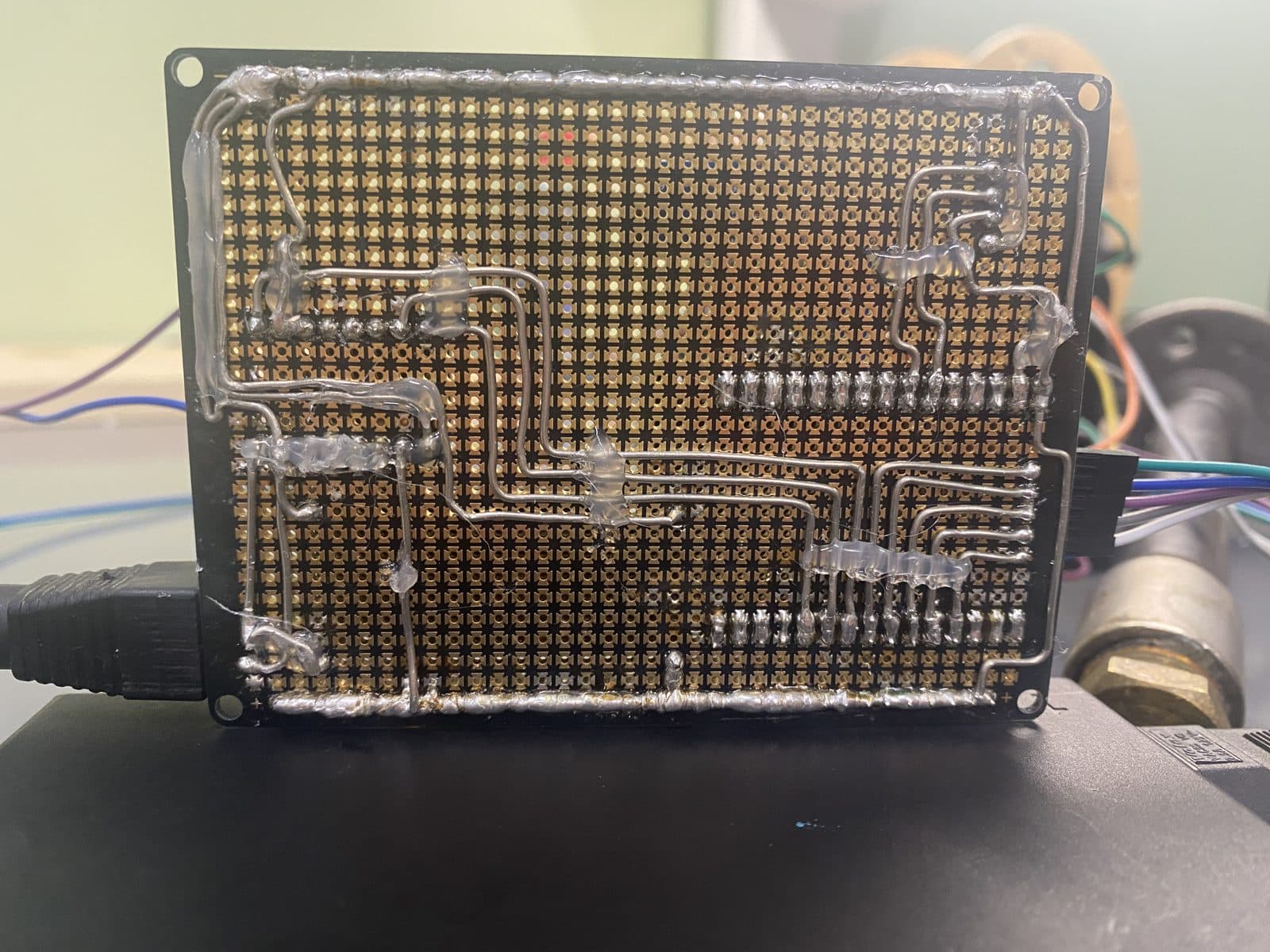
The rebuild turned it into a closed-loop semi-automated system: a vertically-oriented modular ABS enclosure with sliding panels and pin-header wiring, a custom pellet funnel that threads onto standard plastic bottles, a Pasta-lite-derived winder on a NEMA 17, an array of 5 LDRs paired with a 1 W red line laser for slack detection, and an ESP32 running 5-level state-machine control with debounce, ramping, and explicit fault states. A drafted IEEE-format paper documents the work; diameter-consistency testing is live.
Reorienting a working machine isn’t free — the argument for going vertical became the foundation document of the whole rebuild. It has two parts:
Gravity stabilizes melt flow. Vertical, gravity acts along the flow: screw channels stay filled, hydrostatic pressure in the melt column stays consistent, diameter stays uniform. Horizontal, molten polymer pools at the bottom of the barrel — uneven screw filling, localized pressure variation, air pockets, diameter drift.
Gravity prevents particle segregation — the load-bearing argument for the lab’s research. Magnetic and conductive fillers (iron, ferrite, rare-earth powders, carbon) are several times denser than molten thermoplastic. Horizontal, they sink and the filament comes out particle-rich on one side — fatal for magnetic soft-robotic actuators, whose response depends directly on filler concentration. Vertical, there is no “sideways” for heavy particles to migrate to: the mixture stays axially uniform to the die.
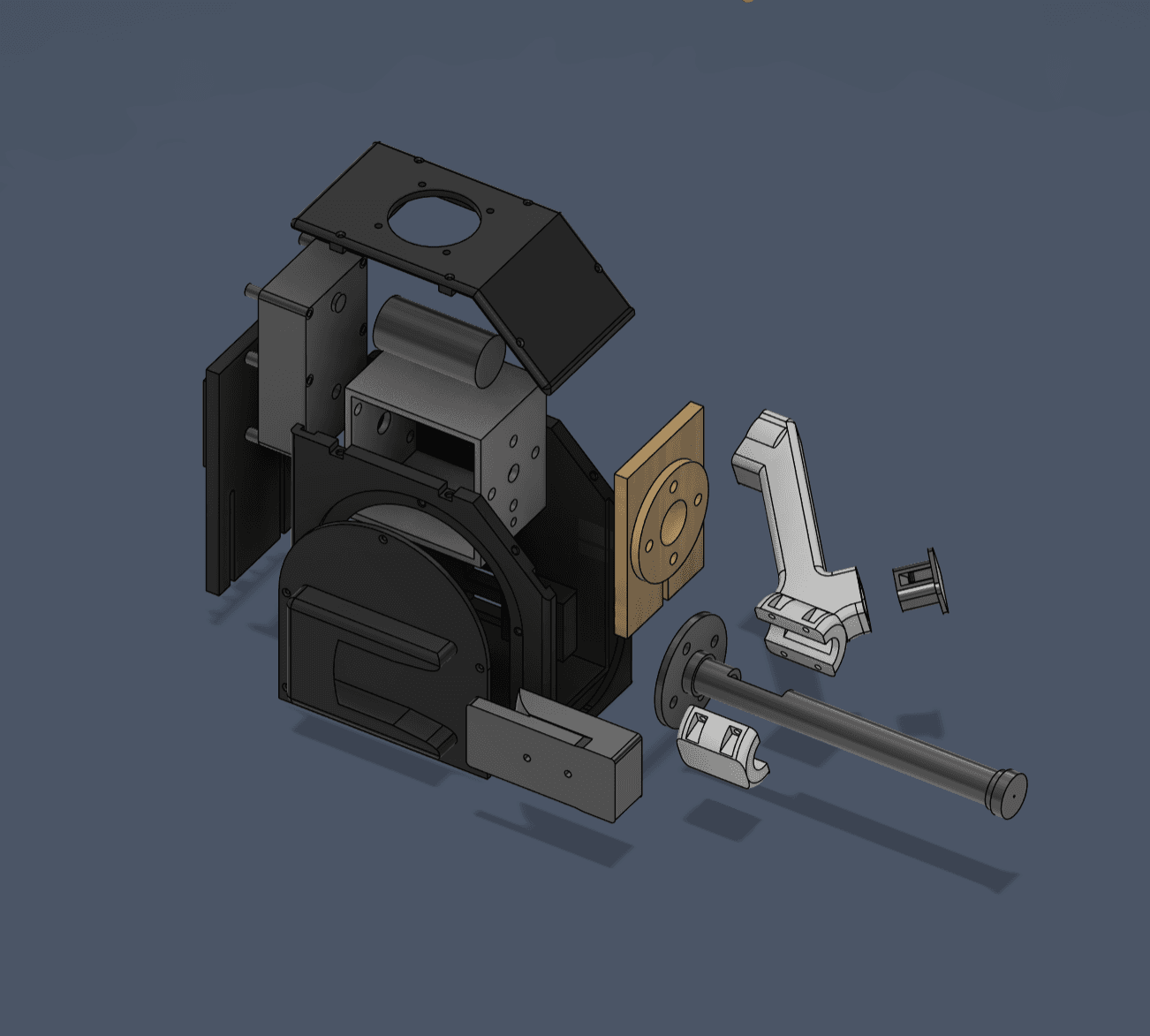
The enclosure went through three documented casing iterations, each driven by fit-test failures of the last — caliper-measured dimensions, corrected bottle-thread direction, arch-reinforced prints, and a trap-door pellet drain by iteration three. Four properties held throughout:
| PROPERTY | IN PRACTICE |
|---|---|
| Modularity | Interchangeable slide-in panels — any panel reprintable without touching the rest |
| Accessibility | Removable panels replace the destructive disassembly the original required |
| Maintainability | Casing slits let panels slide over existing wires; pin headers everywhere — zero-cutting maintenance |
| Vertical mounting | Wall-mount side fixture; whole assembly slides in/out as one unit, gravity-aligned |
The pellet funnel is a dedicated three-piece component: a bottle-threaded mouth (any standard plastic bottle becomes a transparent, replaceable reservoir), and the trap-door drain that makes material switching clean — no picking pellets out by hand, no cross-contamination between a PLA run and a magnetic-composite run.
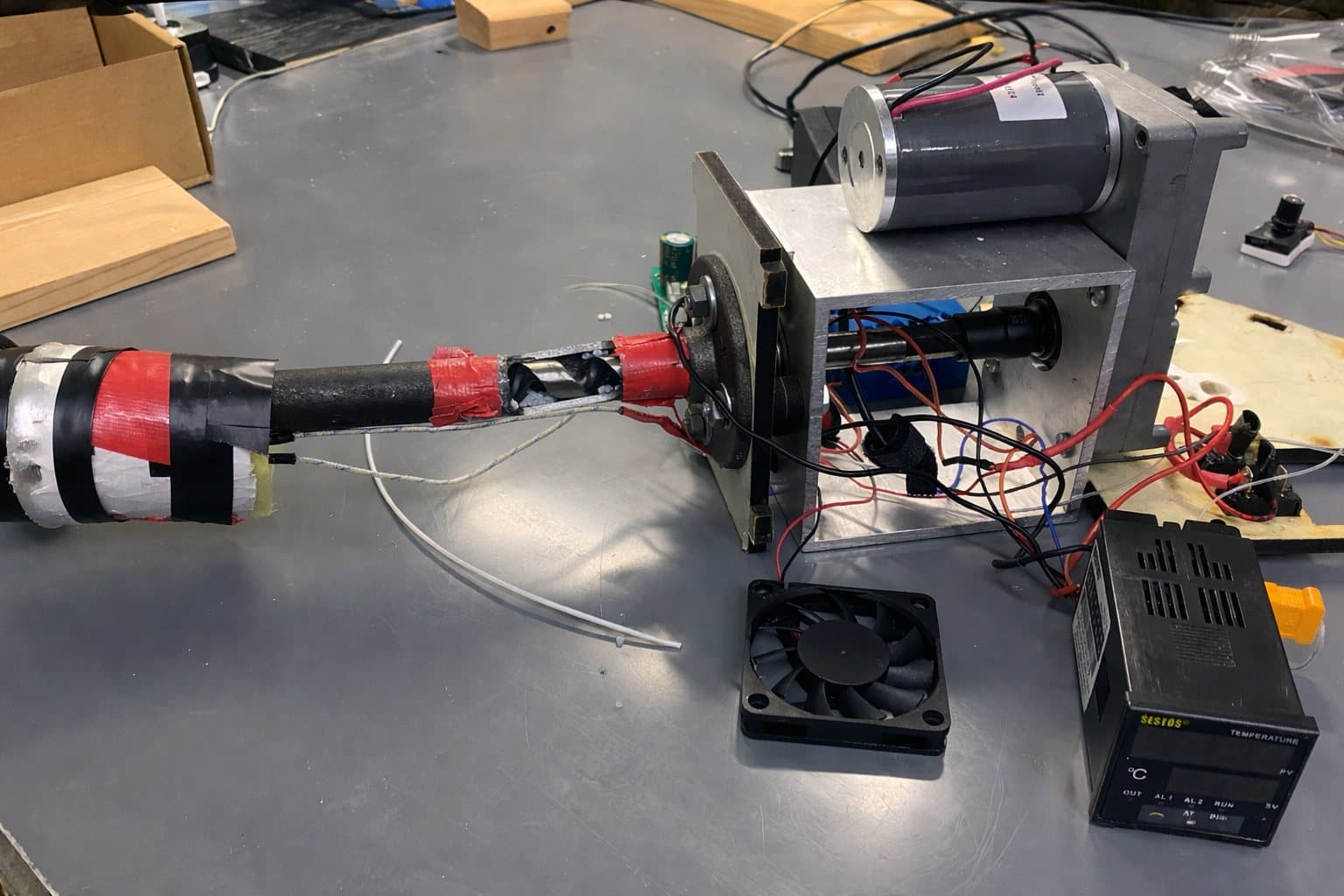
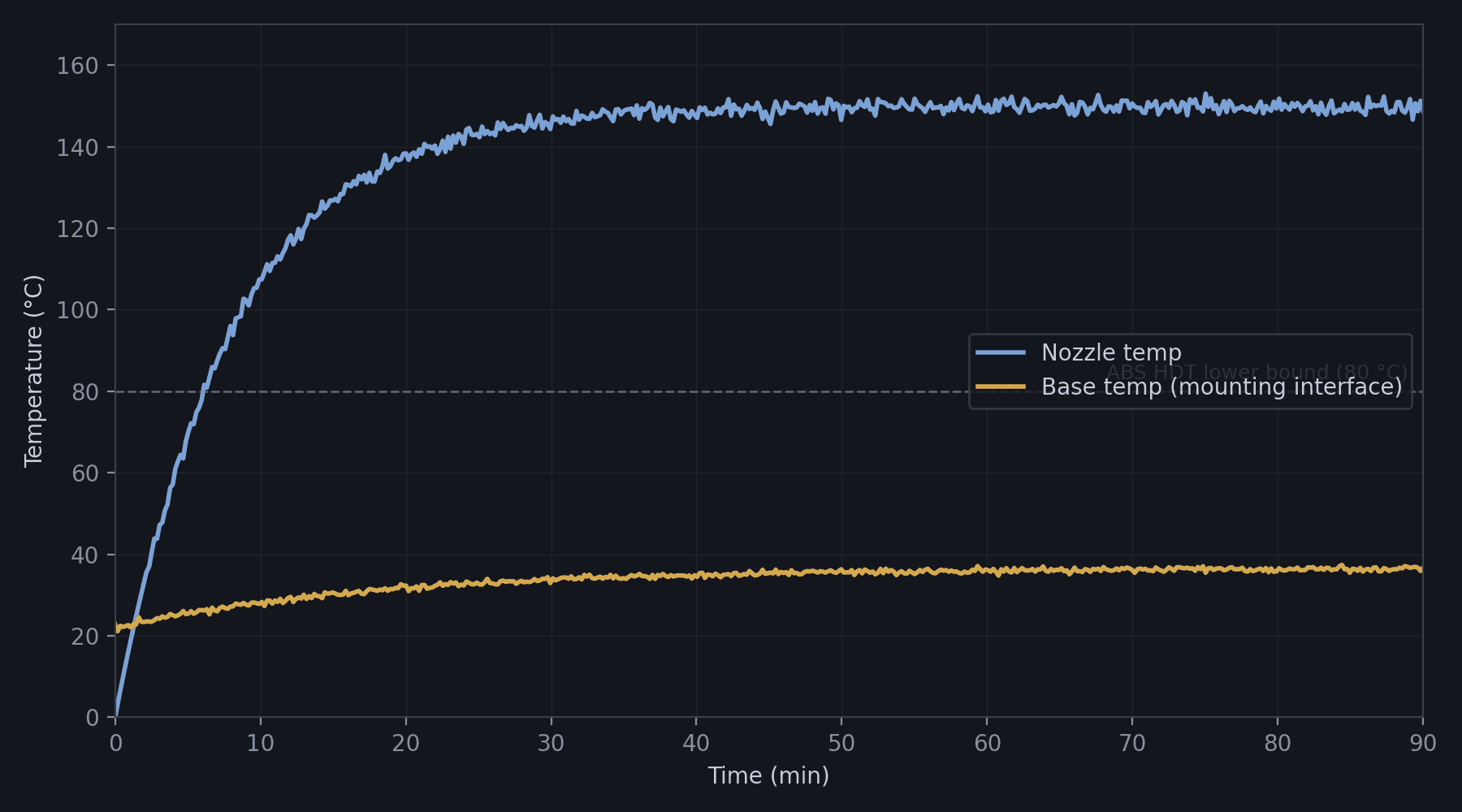
The enclosure is printed in ABS (HDT 80–100 °C); the extruder runs at 190–220 °C. The rebuild collapses if barrel heat softens the casing — so it was measured, not assumed: K-type thermocouples at the nozzle, mid-barrel, and mounting interface, read by MAX6675 modules and logged over sustained operation.
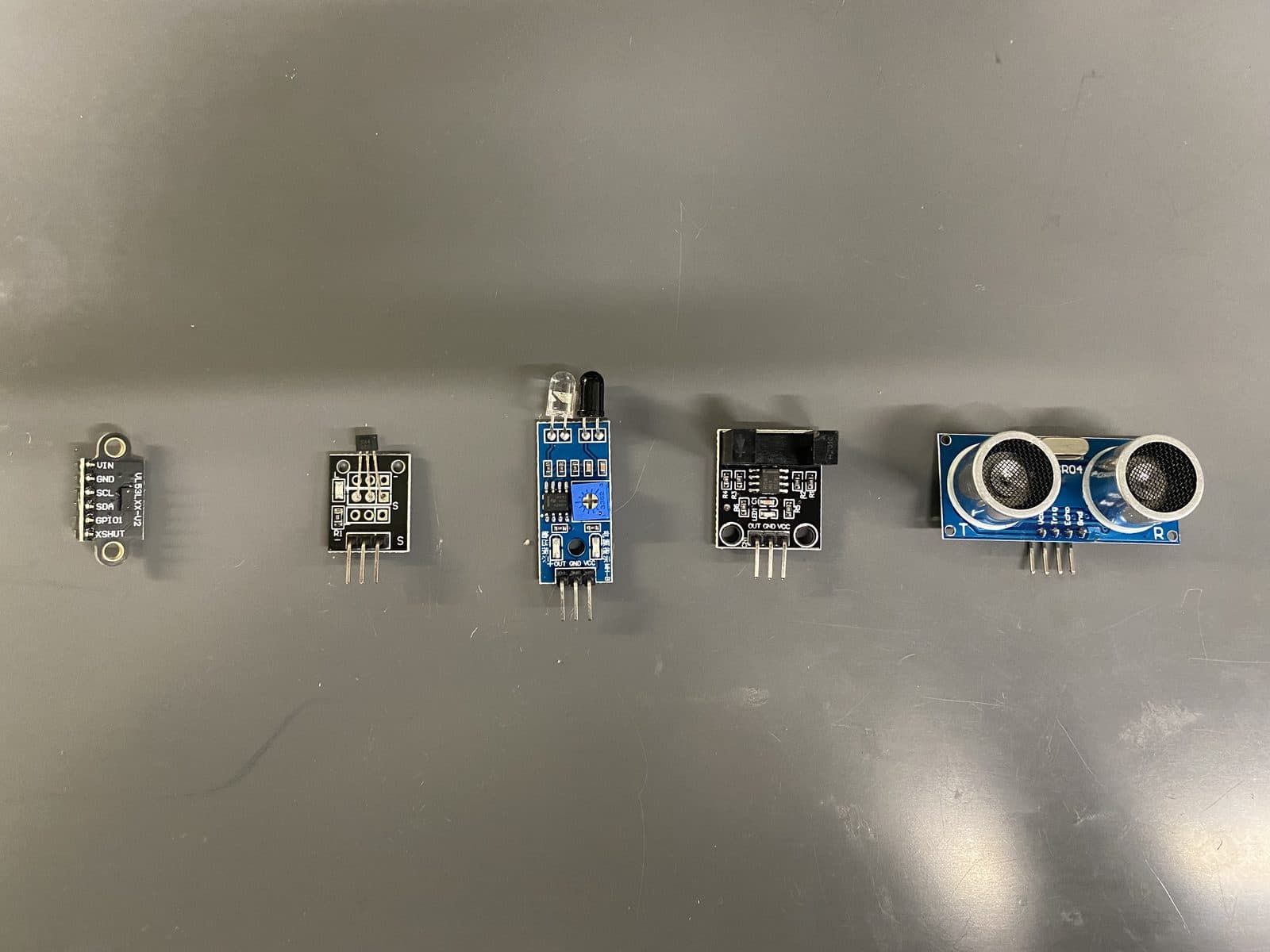
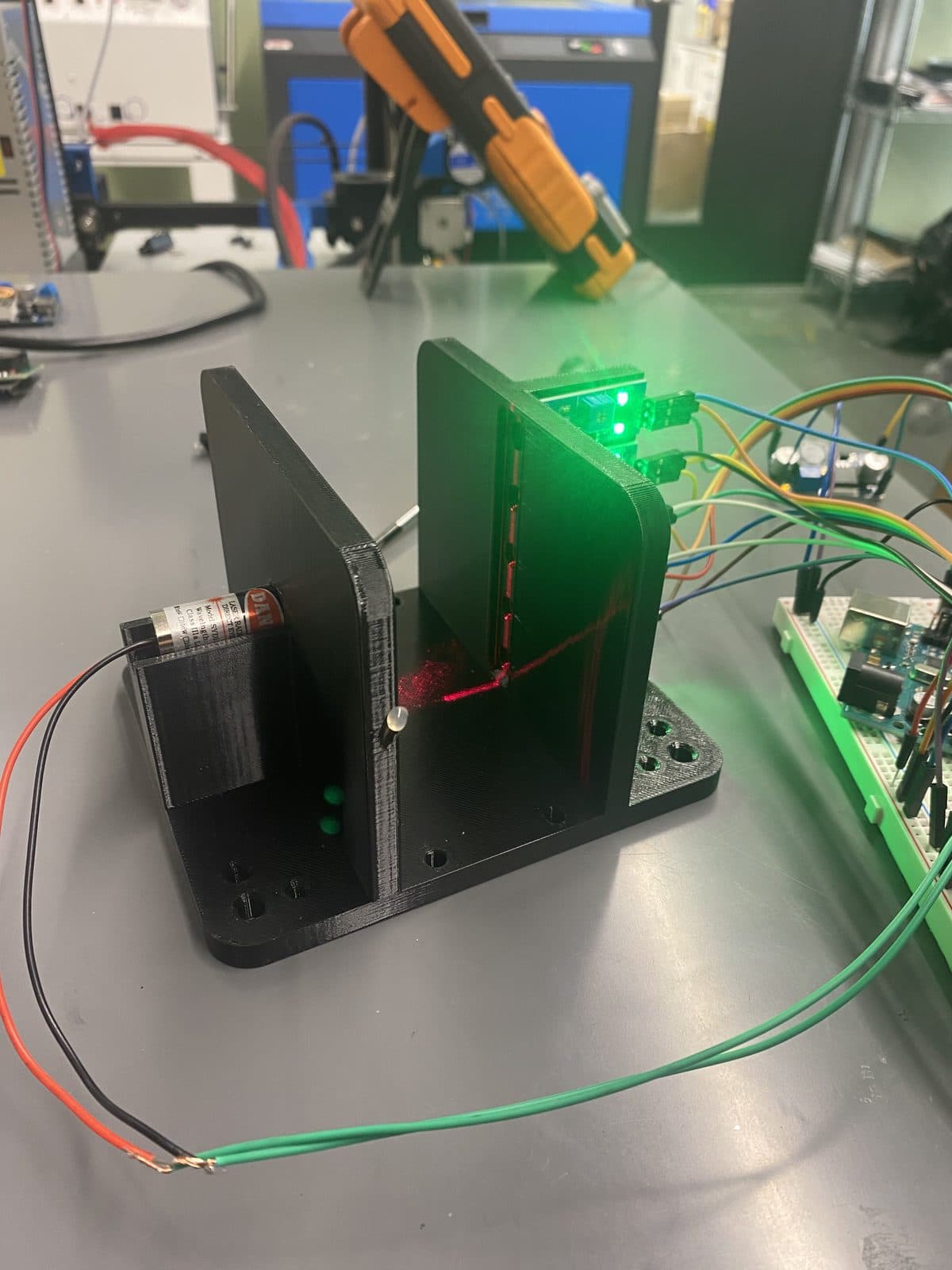
The requirement: detect a 1.75 mm filament moving fast, reliably, insensitive to ambient light and filament color, sub-second response. Four sensor candidates were evaluated experimentally with Arduino test rigs before settling on the LDR array: five photoresistors in a line, back-lit by a 1 W red line laser. Slack in the filament changes which LDRs the shadow crosses — a robust, color-independent, five-position tension signal.
That signal closes the loop: sensor → ESP32 → 5-level state machine (with debounce, speed ramping, and explicit fault states) → TMC2209 → winder speed. The winder holds filament tension at the sensor’s optimal level while extrusion proceeds independently — pellets in, spooled filament out.
Now: ~95% system integration; drafted IEEE-format paper; diameter-consistency characterization in progress.
Next research phase: magnetic and conductive composite filaments — NdFeB-loaded TPU for printed soft-robotic actuators. Every downstream actuator paper that uses custom filament traces back to this apparatus: it’s the methods section that makes the lab’s results reproducible.